When 0.9 mm Makes the Difference: Lessons Learned in Fixture Production for PCB Testing
Abstract
This article describes the challenges faced in producing a custom fixture for PCB testing using INGUN pre-wired test pins with diameters below 0.9 mm. Despite machining within strict tolerances, the insertion of micro-pins presented significant difficulties. Through a combination of mechanical and chemical attempts, followed by the successful use of Loctite 401 adhesive, a reliable solution was achieved. Lessons learned are summarized to guide future projects in ultra-fine precision assembly.
Do you want more info? CNC special parts Form
1. Introduction
At first glance, manufacturing a test fixture for PCB validation may appear routine. However, when dealing with pin diameters below 0.9 mm, the margin for error disappears. In this project, we worked with the INGUN Manual test fixture MA 360/F (part number 45650) and the Exchangable kit ATS MA360/ESD (part number 46200-KIT), using pre-wired test pins and receptacles (KS-050 E08 V-30 and GKS-050 305 050 A 1500). The project highlighted the mechanical and chemical limits of micro-scale assembly.
2. Methods and Challenges
The fixture had to be re-worked according to a client’s proprietary PCB contact scheme. CNC machining was carried out within INGUN’s specifications and tolerances. Yet, despite correct nominal dimensions, the insertion of test pins proved extremely difficult due to the ultra-small clearance.
Main challenges included:
· Pins that could not be fully inserted nor extracted once blocked.
· Chemical attempts with sulfuric and nitric acid failed due to gold-coated copper pins.
· No proprietary extraction tools available for this pin size.
3. Solutions Attempted
Several strategies were explored to solve the insertion and blockage problem:
· Mechanical re-drilling with CNC restored functionality but lost the interference fit.
· Industrial bicomponent adhesive (Acralock SA10-05 BLK) proved unsuitable due to viscosity.
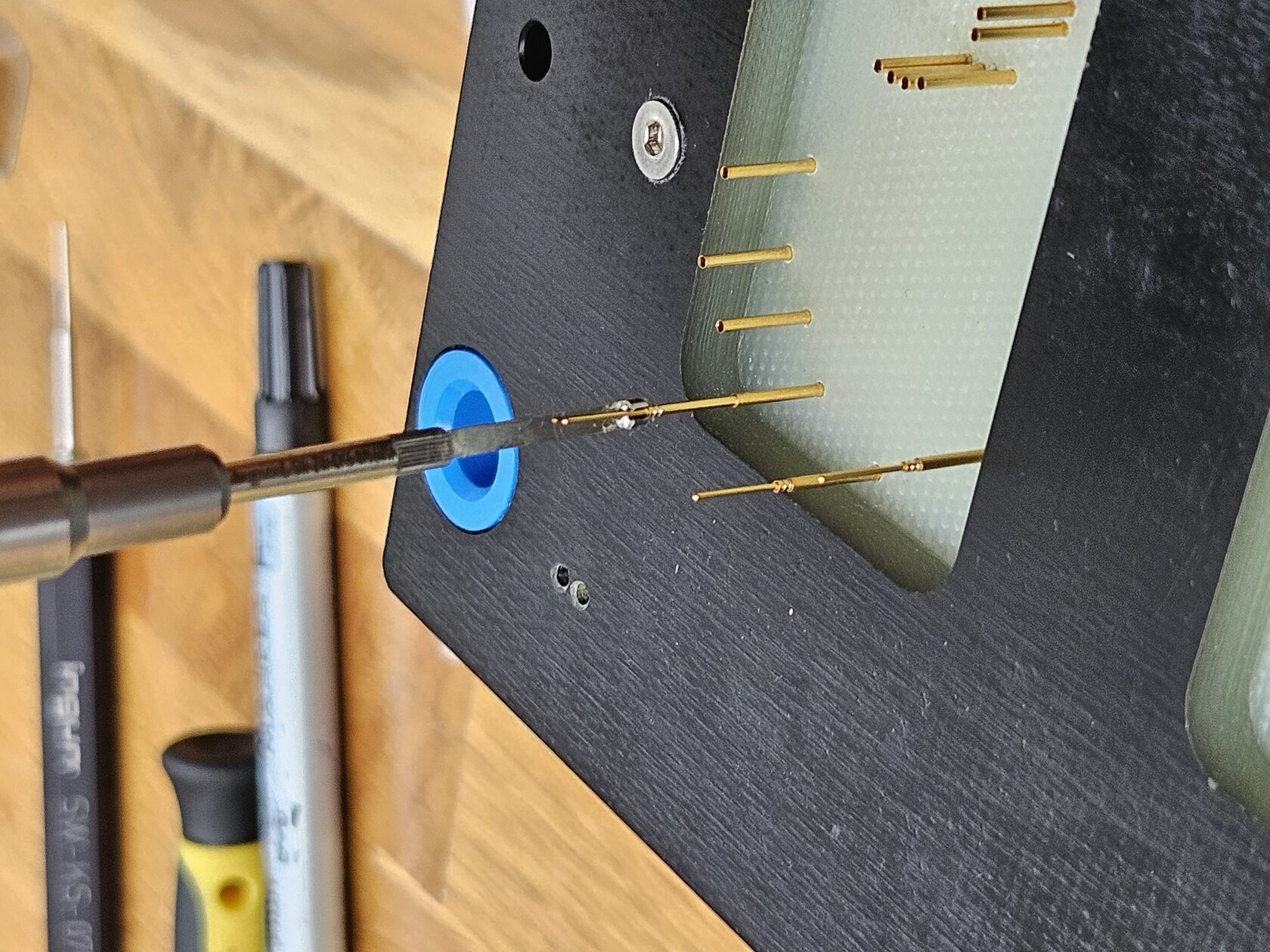
· Loctite 401 was identified as the optimal solution: thin viscosity allowed penetration and strong bonding, ensuring pins remained stable under mechanical stress tests.
4. Results
By manually re-milling all holes and applying Loctite 401 to affected pins, the fixture achieved the necessary stability. Stress testing confirmed reliable pin retention under repeated cycles. The experience demonstrates how precision machining and creative chemical bonding can complement each other when dealing with extreme tolerances.
5. Key Takeaways
· Run preliminary tests on sacrificial samples.
· Order at least 20% more pins than required.
· Re-pass all holes to guarantee smooth insertion.
· Use CNC re-drill as a last resort for blocked pins.
· Loctite 401 provides reliable bonding when interference is lost.
Figures
Fig. 1. INGUN manual fixture .
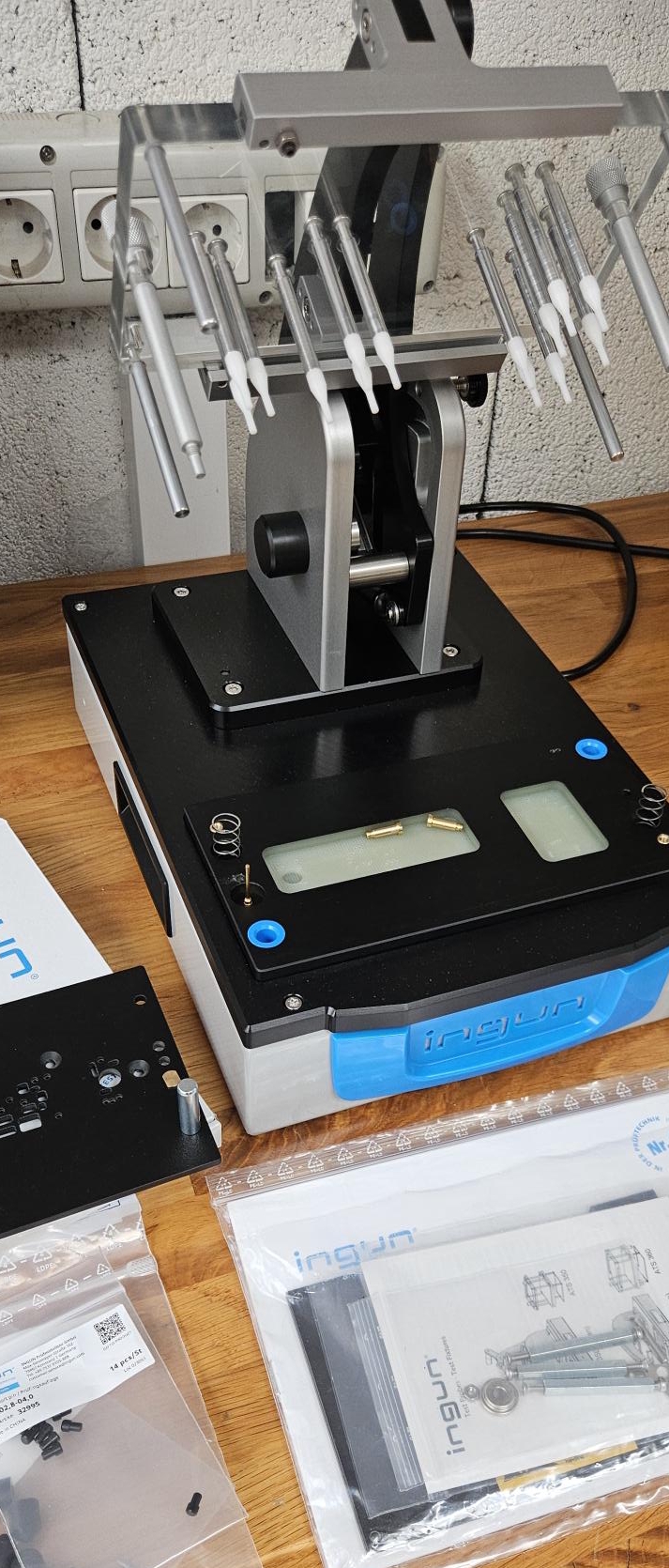
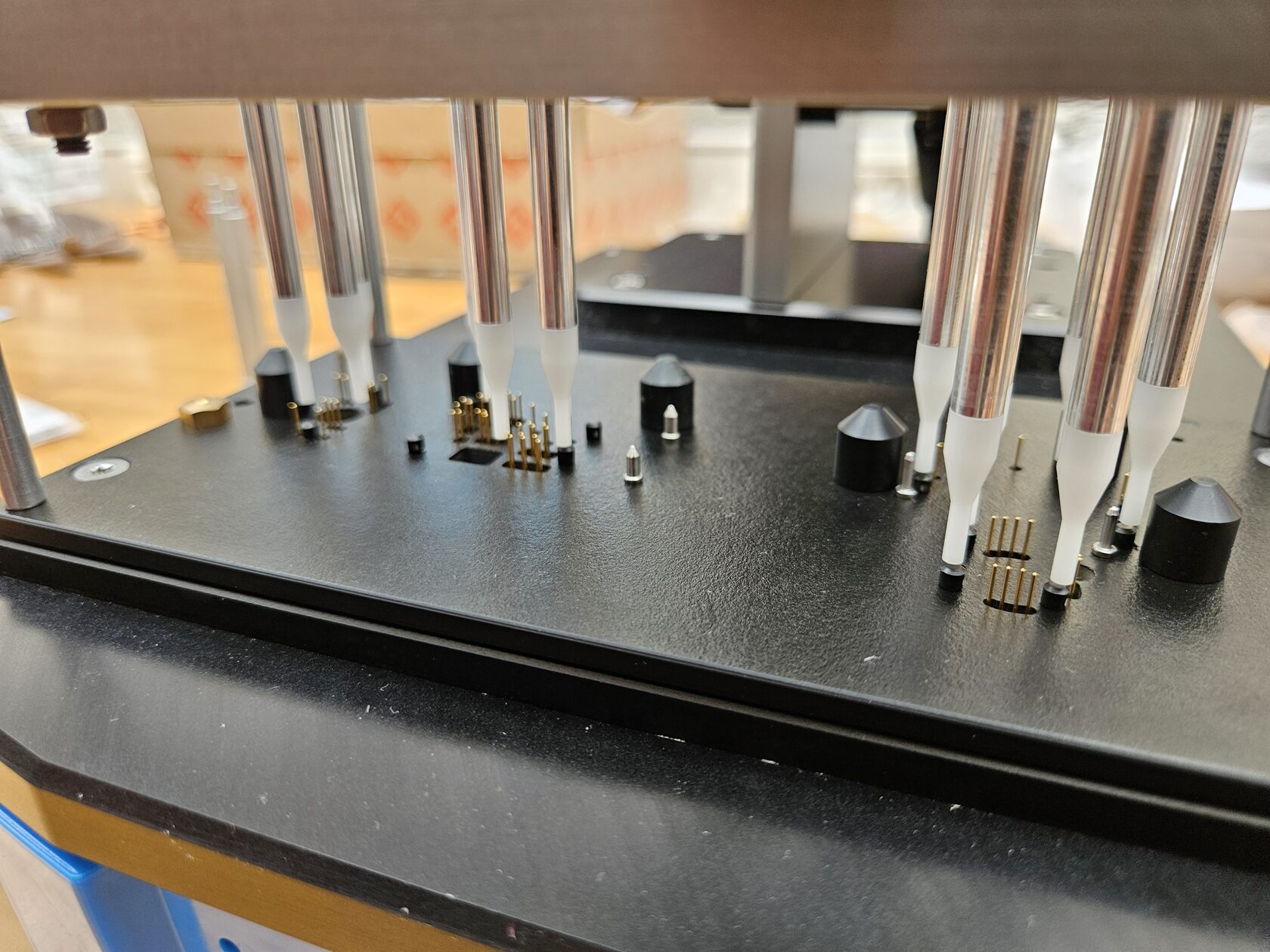
Fig. 2. Detail of fine-pitch pin insertion difficulty.
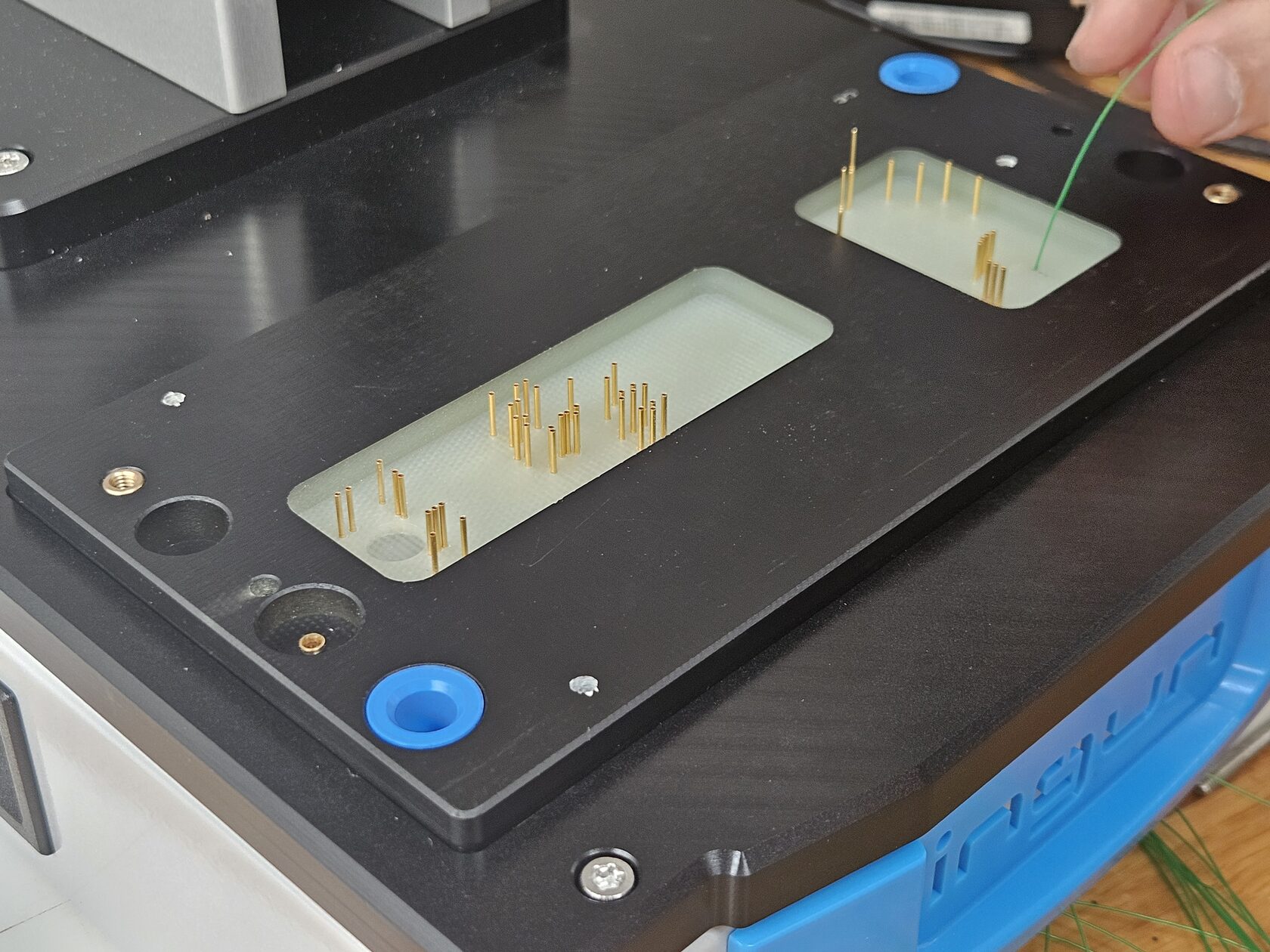
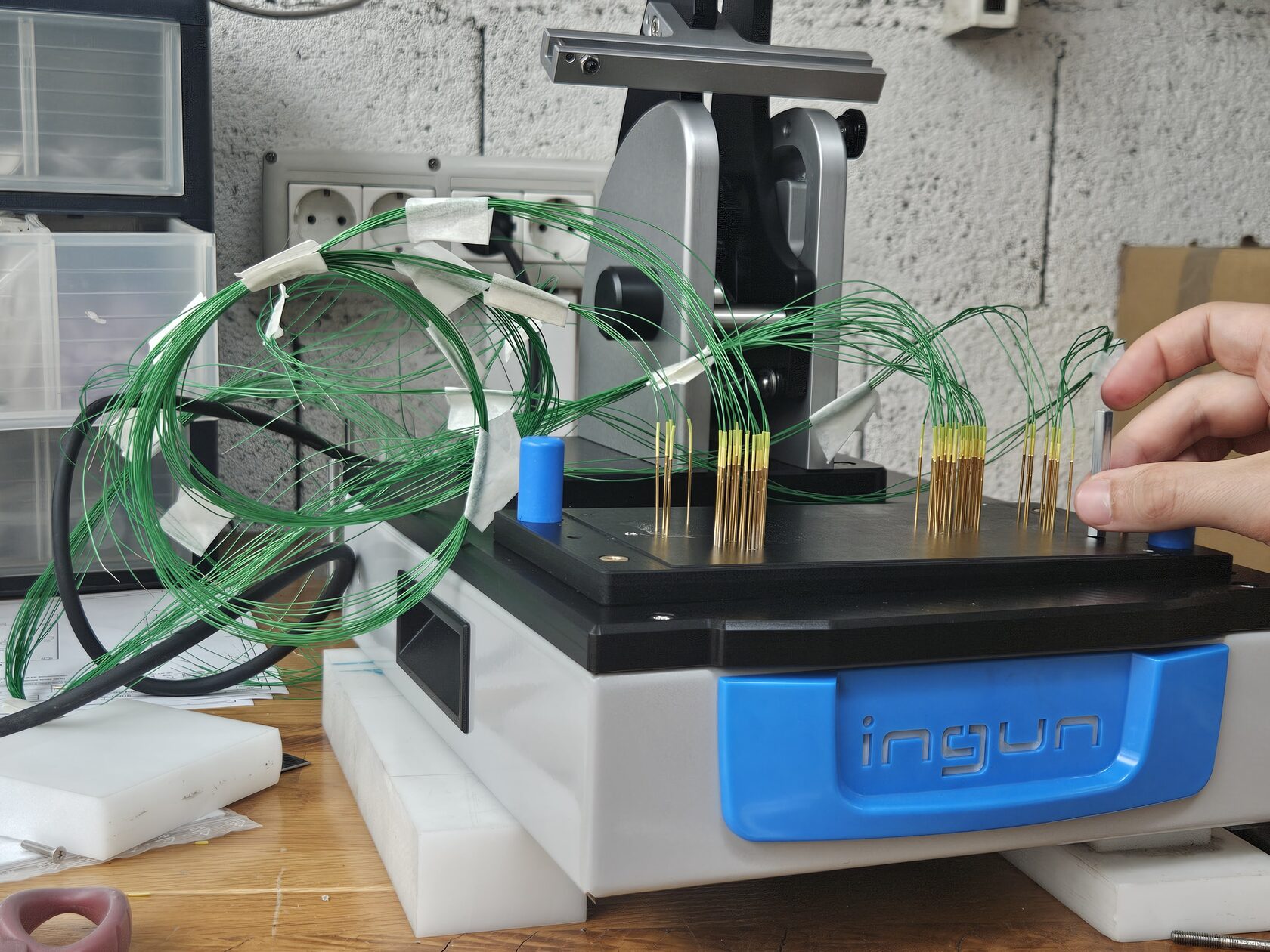
Fig. 3. Gold-coated test pins wired for PCB contact.

Fig. 4. Assembled fixture with wired pin arrays.
6. Conclusions
This case demonstrates how working at the 0.9 mm scale in PCB test fixture assembly demands both mechanical precision and innovative problem-solving. By combining CNC rework and chemical bonding solutions, a stable and reliable fixture was successfully produced. The lessons learned provide valuable guidance for future high-precision test equipment production.
Do you want more info? CNC special parts Form
References
[3] R. C. Dorf, 'Tolerance Challenges in Micro-Assembly', IEEE Transactions on Components and Packaging Technologies, vol. 25, no. 3, pp. 447-454, 2002. DOI: 10.1109/TCAPT.2002.801456
[4] D. F. Paul, 'Gold Coatings in Electronic Test Pins', Journal of Materials Engineering, vol. 33, no. 7, pp. 561-568, 2015. DOI: 10.1016/j.jmateng.2015.04.002